When The System Says One Thing, And The Floor Says Another
Date Section Blog
The Hidden Costs Between Your Data And Your Packaging Line
At 11:47 PM, a hospital in Lyon was still waiting for a shipment of surgical supplies. The tracking system said “delivered.” The receiving dock said otherwise. Somewhere between the dispatch warehouse outside Brussels and the hospital loading bay, a parcel had ceased to exist in any meaningful sense. It was in the system. It was paid for. It was urgent. And it was nowhere.
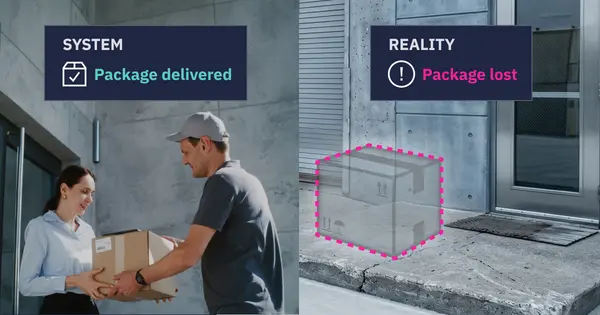
This gap between what the system reports and what the operation experiences is one of the most expensive problems in packaging operations and logistics. It rarely appears in a breakdown report or triggers an alarm. Yet, it shapes output, erodes margin, and threatens delivery commitments every single shift.
In this instance, the single package between Lyon and Brussels makes the gap visible. Most of the time, that gap does not announce itself with a phone call at midnight. It hides inside a shift that should have been normal, on a line that should have been running well, under a dashboard that said everything was fine.
Silent Small Losses
In most packaging facilities, a major breakdown is an event. Machines set off an alarm, leadership is notified, and resources mobilize within minutes. The problem is visible and the goal is clear for everyone.
Minor stops are different. They are silent.
Sometimes they last only seconds. An operator reshuffles overlapping items on a conveyor to clear a jam. Someone resets the feed-in mechanism. Another adjusts a guiding rail. The line restarts. On paper, nothing appears broken. OEE stays green. Reports land on executive desks showing steady uptime.
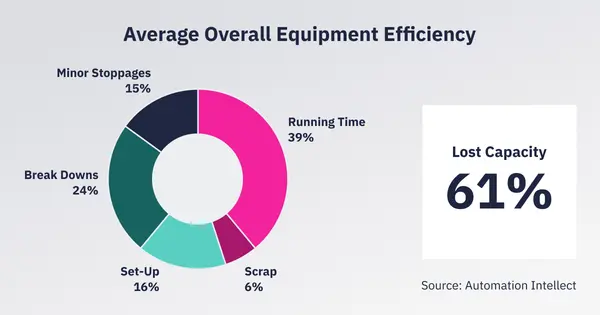
Across three shifts, these momentary disruptions accumulate into a drain on production capacity that often reaches 15 to 20 percent of productive time, depending on line design, logging thresholds and product mix.*
That time vanishes without appearing on any downtime report. Some days the team hits its targets. Other days they do not, even while working just as hard. The inconsistency is the signature of the problem. The same pattern shows up as shift-to-shift variance and stretched changeover windows, which is where line managers feel it first.
Three blind spots explain why losses hide in plain sight.
Short stops often go unlogged. Events lasting less than a minute get grouped into general downtime categories or ignored entirely. Without reliable data, patterns stay invisible, and the dashboard keeps telling a story the floor would not recognize.
Teams prioritize recovery over investigation. When a line restarts quickly, operators are praised for restoring production, and attention shifts back to output. Every fix targets restart speed. Root causes go untouched.
Different operators resolve the same issue in different ways. One increases sensor sensitivity. Another adjusts feed-in tension. The night shift uses yet another approach. Every solution restores operations temporarily. None eliminates the underlying cause, and variability climbs shift after shift.
Small Defects, Extra-Large Consequences
Packaging itself is rarely forgiving. A weak seal, a wrinkled film, or a misaligned blister can quickly escalate into quarantined batches, slowed production, and delayed deliveries.
Consider a packaging operation producing ready meals in plastic trays. A tray seals incorrectly because of a slight variation in film tension. The defect is subtle. It continues downstream unnoticed. Quality control catches the issue later in the process. By then, the cost is no longer limited to a single defective pack.
The cascade that follows is familiar. Entire batches go into quarantine because products move continuously through the line and detection happens after multiple units have passed. Manual inspection takes over, with operators checking individual packages for sealing defects, misalignment, or contamination. Line speed drops during investigation to prevent additional losses.
On a packaging line running 30 packs per minute, a defect that persists for just 10 minutes can affect more than 300 units before detection. If each tray holds a microwave ready meal at €10 per tray, the loss reaches €3,000 before anyone stops the line.
“Giveaway” sits alongside "tolerance creep" as the other unnoticed loss. Every gram of overfill, every setpoint nudged high to avoid underweight rejects, walks out the door as unbilled product. Across a shift, across a site, across a fleet, that gap eats margin that never shows up on a downtime report.
Material waste compounds the problem. Films, trays, cartons, and labels are discarded alongside defective products. With the Packaging and Packaging Waste Regulation (PPWR) gaining momentum, scrap is becoming increasingly visible at executive level. Reducing packaging defects cuts scrap cost, supports sustainability targets, and lowers EPR fee exposure in the same motion.

Delivery commitments come under pressure last, and most visibly. Distribution centers adjust plans, logistics providers reschedule shipments, and customers experience delays. In industries with strict delivery windows, such as food retail or pharmaceutical distribution, missed schedules lead to chargebacks and the risk of delisting.
In 2023, Kraft Heinz recalled nearly 84,000 packs of Kraft Singles cheese slices after a packaging defect caused thin plastic strips to remain attached to the product.2 Consumers reported choking hazards; the recall cost was significant. Consumer trust took a hit that lasted longer than the production impact. A packaging defect is a brand risk with a long tail.
Ready to close the gap between the system and your line? Let’s talk.
Built for Yesterday's Line
Packaging environments today are more dynamic than the systems inspecting them. Seasonal packaging, regional variations, new substrates under PPWR and retailer recycled-content mandates, as well as marketing-driven product changes all land on the same production line. A line that once handled five formats now handles twenty or more.
Each change introduces subtle differences in film appearance, label position, surface reflections, seal geometry, and print contrast. Traditional inspection systems require manual adjustment for each variation. Over time, the complexity compounds.
Operations and quality managers end up asking the same questions week after week. Why are false rejects increasing? Why are good products being rejected? Why do small format changes require repeated adjustments? The answer sits in the growing variability of packaging conditions, which legacy systems were never designed to absorb.
The pattern is not unique to packaging lines. Parcel hubs run into the same gap, with higher volumes and tighter margins for error. Every parcel must be identified correctly so it can be routed and processed downstream. In theory, the process is straightforward. In practice, sorting centers now handle standard cartons, flexible polybags, irregular parcels, deformed packaging, and overlapping items on conveyors. Traditional barcode scanners and laser-based solutions were built for predictable geometry. Polybags wrinkle. Labels fold. Packages deform during transport. Accuracy declines, and operational inefficiencies accumulate.
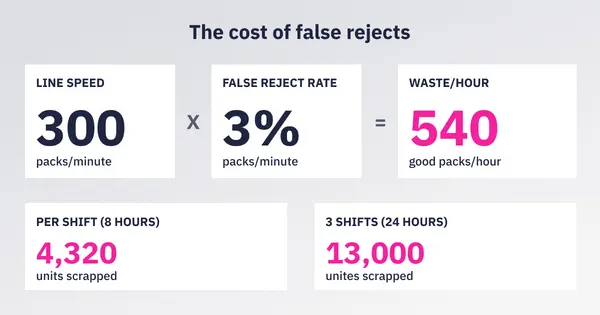
An illustrative example:
A three percent false-reject rate on a line running 300 packs per minute sends 540 good packs to scrap every hour. Across three shifts, that is 13,000 units of finished product in the bin before anyone says it is a problem.
The Brussels Hub, Continued
The Brussels hub runs twenty-four hours a day. At peak, parcels blur into a continuous stream through the barcode reading tunnel. The system is fast and reliable under the conditions it was designed for. Those conditions do not include a Tuesday night in November, when e-commerce volume spikes and the gap between parcels shrinks from centimeters to nothing.
When two parcels enter the tunnel back-to-back, the system cannot reliably separate which barcode belongs to which parcel. The reader does what it was built to do. It scans the visible label and misses the obfuscated second label. Without a reliable way to associate label to parcel geometrically, it guesses. Sometimes it guesses correctly. This time, it assigned the Lyon hospital’s label to a parcel of winter boots heading for Marseille, and the boots’ label to a box of surgical supplies that officially no longer existed.
Take a yogurt packaging hall in Anderlecht nearby Brussels on a Wednesday afternoon mid-shift. The line has been running the same pot design for three years. This morning the film supplier delivered the first reels of a new mono-material top film, mandated by the retailer's PPWR roadmap. The new film is slightly cloudier, with different print contrast. The legacy inspection system, tuned to the old film, starts flagging correctly sealed pots as defective. False rejects climb fast enough to stall the line. Good product lands in the scrap bin while a process engineer retunes sensor thresholds, and the shift takes a visible dent in OEE before anyone sees the reason.
The Gap on Profit & Loss
The packaging floor and the parcel hub share the same lesson. Expensive failures rarely trip an alarm. Small sealing inconsistencies become quarantined batches. Across three shifts, these momentary disruptions accumulate into a drain on production capacity. Back-to-back parcels disappear into a routing guessing game. Every one of these events lands on a P&L that had no line item for it.
The pattern is consistent. If inspection and routing systems were designed for predictable conditions, and the conditions are no longer predictable, the gap between what the system reports and what the floor experiences widens. The decisions made on top of incomplete data become conservative, and conservatism shows up as tolerance drift, as giveaway, as missed delivery windows, as recall risk.
Back in Lyon, the hospital still does not have its surgical supplies. The receiving dock manager has stopped checking the tracking system. Somewhere in a Brussels sorting facility, a box of winter boots is on its way to Marseille with the wrong label, and a box of medical equipment officially does not exist. None of this will appear on a breakdown report. None of it will trigger an alarm. It will land on a P&L next quarter as cost of quality, as missed service levels, and as unbilled product.
That is what the gap looks like from the outside, but on the inside, the invisibles between the master data and the packaging line are what matters.
Our article next week will elaborate on three business leadership perspectives and how each affects specific areas of the enterprise.
__________________________________
* https://automationintellect.com/the-hidden-costs-of-micro-stops-in-manufacturing/